Cargo Floor
Cargo Floor
Fig. 1 The Beginning |
Fig. 2 Cargo Floor |
Fig. 3 Floor Support
|


Like the wheel well tops above I considered trying to patch the cargo floor. It didn't look that bad in the truck... After I cut out the floor three things became apparent: One, the cargo floor was much worse than I thought, two, the front support channel was completely missing, and three, the rear support channel was in need of some, uh, repair. See Fig. 2.
Since the cargo floor was too large to fit into my de-rust tank I thought I would repair the rusted areas then sand blast the whole thing. I started by cutting out a couple of rusted areas and it was then I realized the cargo floor was rusted too thin, over too large an area, to use it. I drilled out the spot welds for the rear support and though it was rusted badly on one end, it could be repaired. I de-rusted it, welded in some repair sections then gave it a coat of galvanizing weld through primer. Ugly for sure but usable!
Time to go shopping... Since I had no front support piece to use as a model (See Fig. 1.) I ordered it from CCOT. It is pre-bent to have the proper front angle where the bed piece section angles down to meet the mid bed section.
Next up I hit all the sites mentioned above to see how much the cargo floor would cost me. After checking them all I determined they were all just too expensive for this project! I would wait until the CCOT part came in so I could mount it in the truck and use it as a reference point to mock up what I would need the local sheet metal shop to build.
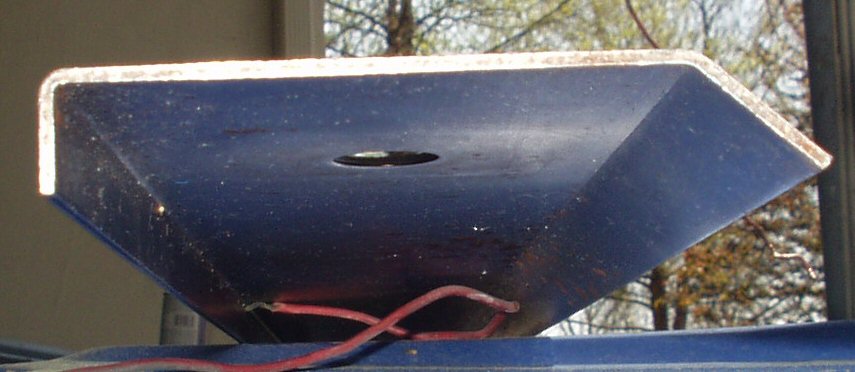
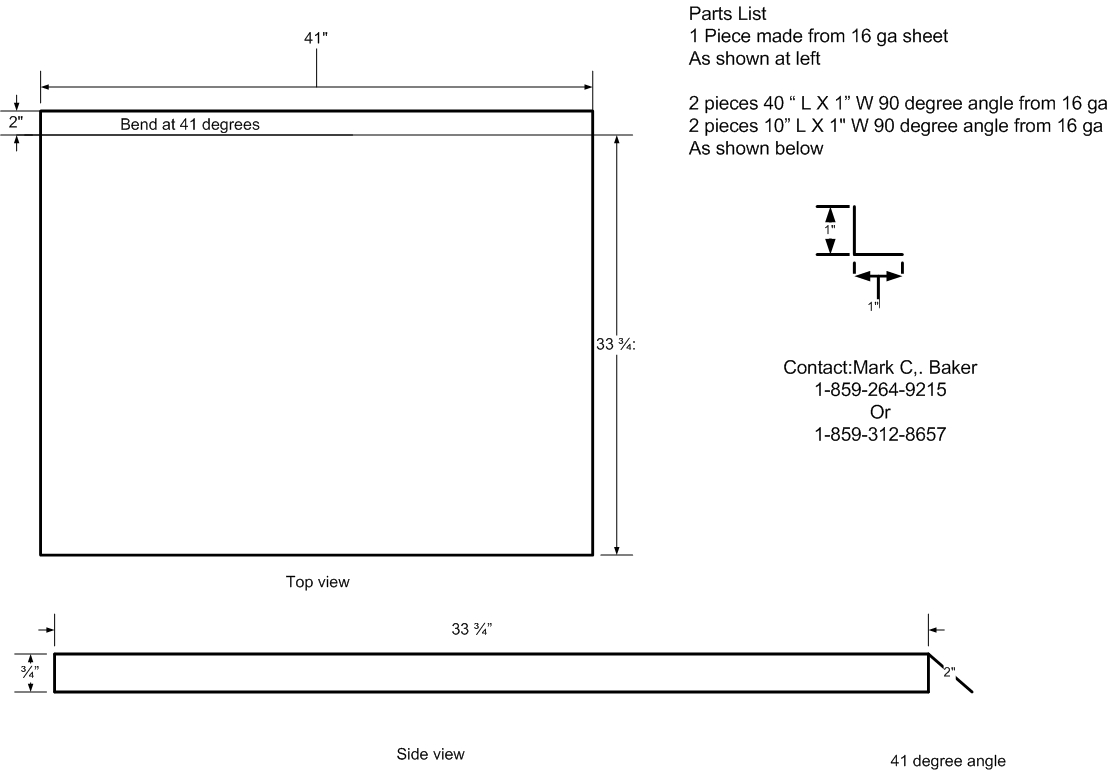
I got the piece in! It's made from 16ga with the bends and holes for the mounting bolts. Nicely done piece. See Fig. 3.The first thing I did was document the dimensions so that other folks can have the local sheet metal shop bend them one for 1/2 what CCOT charges. ($44 + shipping). Next I mounted it to the frame rails using the proper thickness body mount. Now I could get the measurements needed to have the cargo floor piece made. See Fig. 4. After careful measuring I made up a drawing and sent it to the sheet metal shop for a quote. See Fig. 5 for the drawing. I was expecting $100 minimum but it only came to $62.50 for the bed AND 2 90 degree pieces of 16 ga 40" x 1" x 1" and 2 pieces at 10" x 1" x 1"! Those will be used to tie the wheel well tops to the side panels. The floor is made from 16 ga sheet and unfortunately does NOT have the raised beads for strength. The shop just got a bead maker but said they were not yet ready to try it on a customers project! If I ever do this again I would have some straight beads put in for rigidity or have it made from 14 ga. As it stands I will have to fabricate some additional braces to keep it from flexing. Fig 6. shows the panel being fitted to see what I have to fix. You can see how the 2" angle fits over the mid-bed section. I ended up moving it back a bit further. After the test fitting I clamped the piece from CCOT in place and marked the holes for the two body mount bolts. Those were drilled then I drilled the CCOT piece with a series of 1/4" holes spaced 3" apart so I could attach it to the cargo floor with plug welds. I gave it a coat of galvanizing primer and set it aside to dry. See Fig. 7.
Fig. 4 Measuring for the floor
|
Fig. 5 Cargo Floor Drawing
|
Fig. 6 Cargo Floor Fitting
|
Fig. 7 Ready to Weld In
|

Ok now I had the panel trimmed to fit, and had determined where the rear channel was supposed it fit (that's where taking LOTS of digital photos helps!). Next I prepped it for welding in the two cross support channels. I used a wire brush on an angle grinder to remove the surface stuff, wiped it down with acetone, then masked off the two places where the channels would fit and sprayed on a good coat of galvanizing primer. See Fig. 8.
I started by enlarging the holes in the rear support channel which I had drilled when I removed it to 1/4" then clamped it in place and starting welding it in place. See Fig. 9. I would weld one hole then move to the far end and weld another then do one in the middle. The idea was to not let the whole thing ever get too hot to warp. After 6 holes I would use shop air to cool the whole panel. It worked great as the panel did not warp at all! Next I did the same with the front support. See Fig. 10.
Fig. 8 Prepped Cargo Floor
|
Fig. 9 Welding Rear Support |
Fig. 10 Welding Front Support |
Fig. 11 Finished welding |



See Fig. 11 for the whole panel pic. Looks like factory spot welds on the top... Except where I burned through...
Fig. 12 Fitting the Floor |
Fig. 13 Top Shot |
Fig. 14 Side View |

Fig. 12-14 show the floor installed temporarily while I make sure everything else is going to fit around it.
Fig. 15 Extra Support |
Fig. 16 Drilled and Primed |
Fig. 17 Undercoated |



I found out pretty quick that the 16ga metal without the ribs is too thin for the stock spacing of the cross supports. It was 'popping' when weight was put on it so I added a piece of 1/2" square tubing in the center to support it. See Fig. 15. It worked perfectly! While it was in I also drilled a line of holes 2" apart across the back edge so I good plug weld it to the 2" X 4" rear sill. I then pulled it out, ran a wire wheel over the entire underside to remove the weld splatter and other stuff, wiped it down with acetone then sprayed 2 good coats of self etching primer on it. I sprayed the edge that will be welded with weld through primer. See Fig. 16. After that dried I sprayed a couple of cans of undercoating on the underside and set it aside to dry for a couple of days. See Fig. 17. (The lumps and bumps were caused by an OLD can of undercoating that sprayed out in blobs!)
Welding it in place
Fig. 18 Drilled and Primed |
Fig. 19 Clamped in Place |
Fig. 20 Close up |
Fig. 21 Plug Welds |
Fig. 22 Welds Ground down |




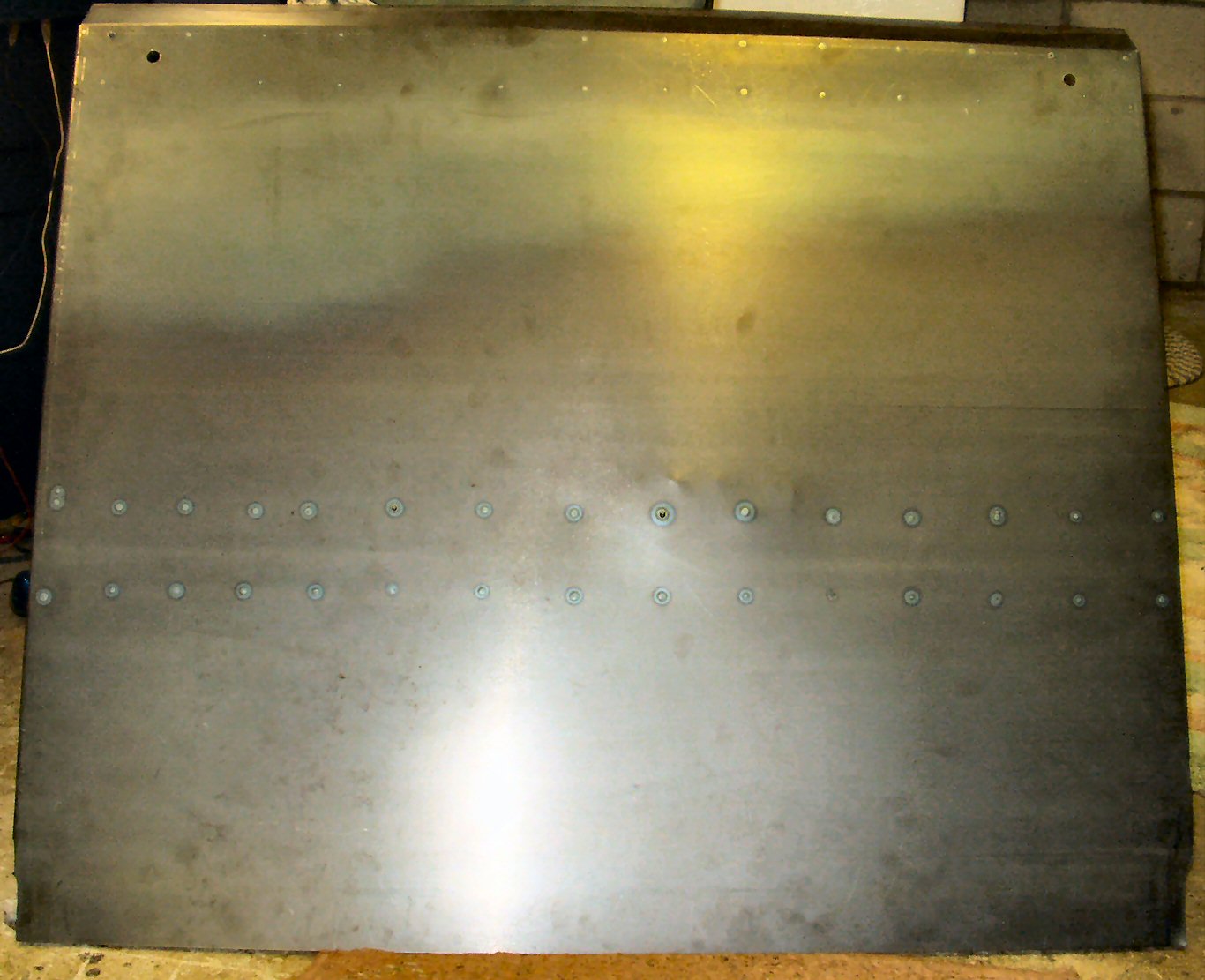
Finally got some free time to weld this panel in place. First As shown in Fig. 18 I drilled a series of 1/4" holes spaced 2" apart on the back edge of the panel. I then sprayed weld thru zinc primer on the back side. Next I wire wheeled the top of the rear support channel to bare metal and primed it with more zinc primer. I then clamped the panel to the remaining wheel well and the mid bed channel to keep it aligned properly and to ensure the panel stayed flat I clamped it with bar clamps and a piece of angle iron to the rear channel. See Fig. 19,20. Fired up the welder and plug welded the panel working back and forth to prevent warping. See Fig. 21. I then came back and tacked the edges. I'll seal this edge with seam filller.
Fig. 23 Front Edge Attachment |
Fig. 24 Almost Done |
Fig. 25 All Ground Down |
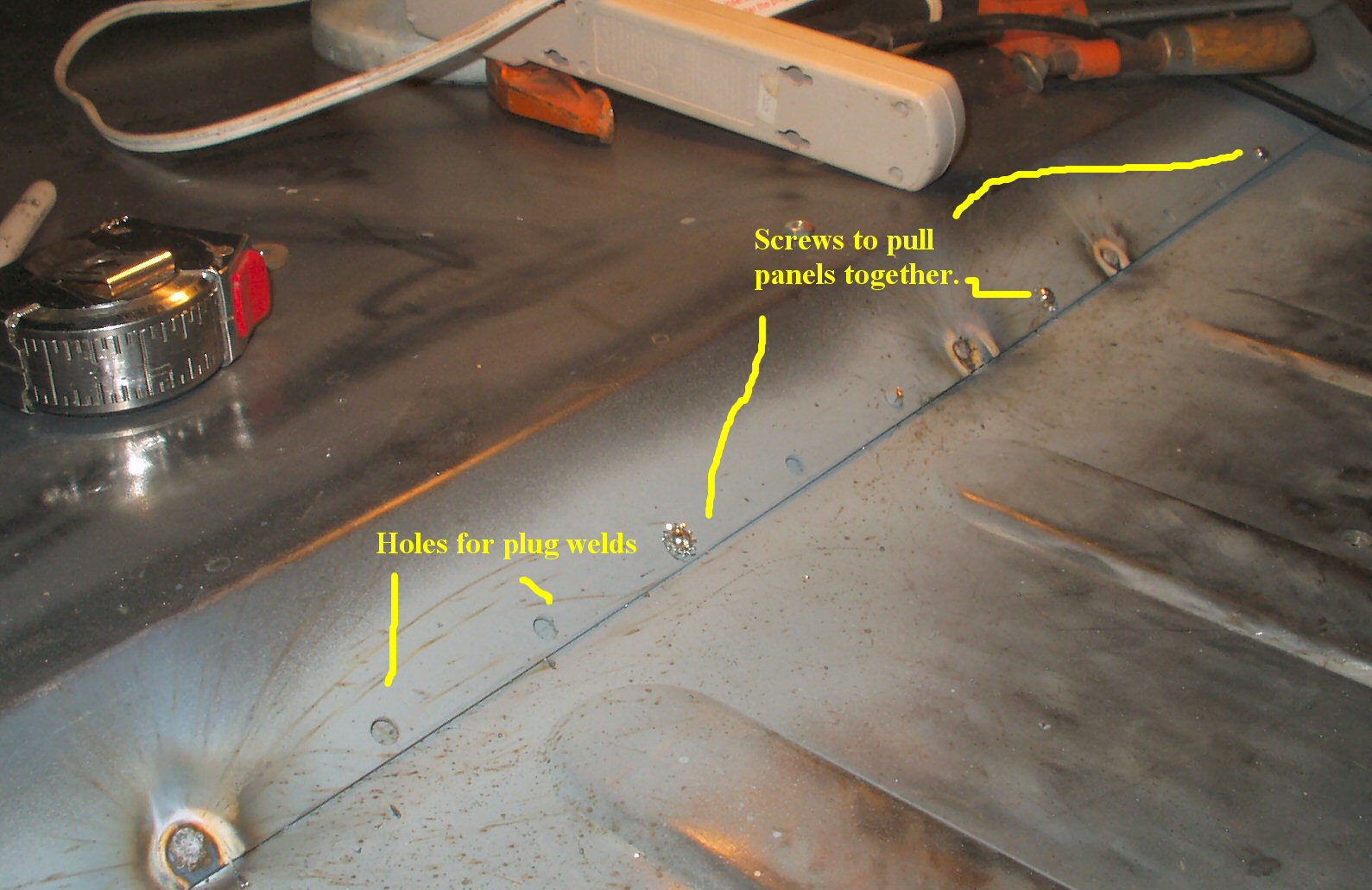

After I had allowed the rear to cool I removed the clamps and moved them to the front so I could clamp the mid-bed panel to the cargo floor. I noticed pretty quick that the two panels did not meet in the middle at all! I had no clamps that would reach that far in. After thinking about it for a few minutes I came up with a plan. I was going to plug weld the two panels together so I went ahead and marked out the holes 2" apart. In the middle where the two did not meet I drilled all the way through BOTH panels and used some small screws and washers to pull the panels together. See Fig. 23. This worked rather well. I then plug welded the rest of the holes, allowed the panel to cool, removed the screws and welded those holes closed. I then ground down the welds. As a test of all this work I climbed in the truck and jumped up and down on the cargo floor and mid bed. Everyting held up with no deflection or popping!